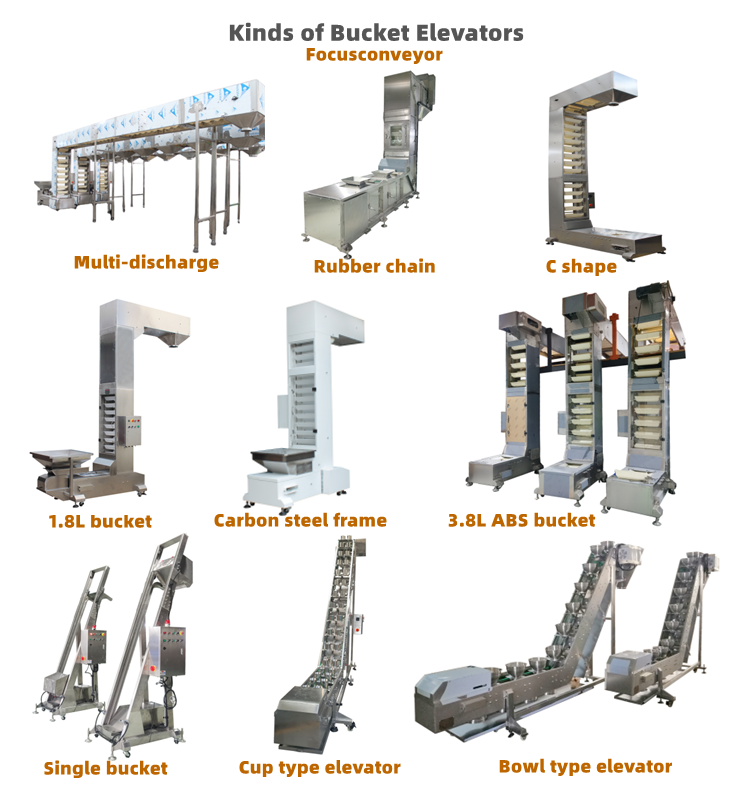
New Design Rubber Chain Bucket Elevator
This new design bucket elevators feature a rubber chain system that make them cleaner, quieter, and more reliable than conventional metal chain elevators.Capable of running in extremely harsh and dusty environments, the systems are also vibration-free, abrasion-proof.
RUBBER CHAIN BUCKET ELEVATOR
This new design bucket elevators feature a rubber chain system that make them cleaner, quieter, and more reliable than conventional metal chain elevators.Capable of running in extremely harsh and dusty environments, the systems are also vibration-free, abrasion-proof.

Features of Rubber Chain Bucket Elevator:
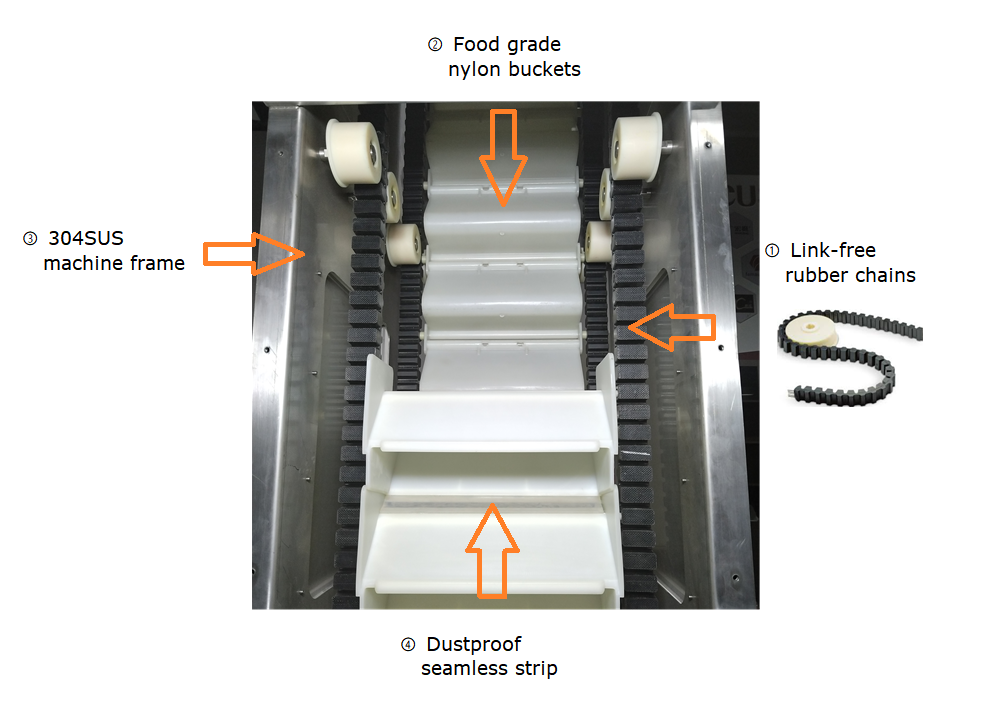
1. Spillage-free operation: Two neighbouring buckets are connected to each other by a flexible connecting flap. Thus there is no gap between buckets, which guarantee the material cannot trickle down between the buckets.
2. High capacities: the conveying speed can up to 30m3/h.
3. Sanitary design: The dust-tight construction ensure no contamination from the surrounding environment, and also it is smooth inside the machine and nowhere to hide dust.
4. Gentle feeding: The conveyed material falls out of the bucket due to the influence of gravity instead of ejecting, which avoid the damage and degradation of the materials.5.
5. It adopt rubber block chain that ensures low noise, maintenance-free operation, high tensile strength, abrasion resistant, lubrication free and corrosion free.
Technical Parameters:
| Model | FM-Z370 Rubber Chain Bucket Conveyor |
| Bucket Volume | 3.7L |
| Machine Structure | Stainless steel or carbon steel |
| Production Capacity | 10-30 m3/h |
| Machine Height | Customized |
| Discharging Height | Customzied |
| Hopper Material | Food grade ABS |
| Voltage | AC220V or three phase 380V, 50hz/60hz |
| Power Supply | 0.75kw |
In food industry

Particularly in the food industry, the advantages of continuous bucket conveyors and pendulum bucket conveyors are clear to see. By using original rubber chains, no lubricants are required that could contaminate the conveyed materials.
The casing can be designed in accordance with the highest hygienic requirements, such as with a tubular framework without horizontal surfaces and dead spaces.
On the pendulum bucket conveyors, the buckets can be removed without tools in a single action to clean them externally. Automatic cleaning stations can also be supplied for cleaning the buckets in all series.
Detectable buckets offer the ability to increase your product safety.
In non-food industry

With link-free original rubber chains, continuous bucket and pendulum bucket conveyors have proven themselves in the food and non-food area. Even abrasive materials and those causing wear can be conveyed with ease.
þ Powders and granulates þ Chemicals þ Building materials þ Recycling
þ Ceramics þ Plastics þ Lithium battery þ Non-ferrous metal þ Semiconductor materials
The advantages of rubber chain bucket elevator
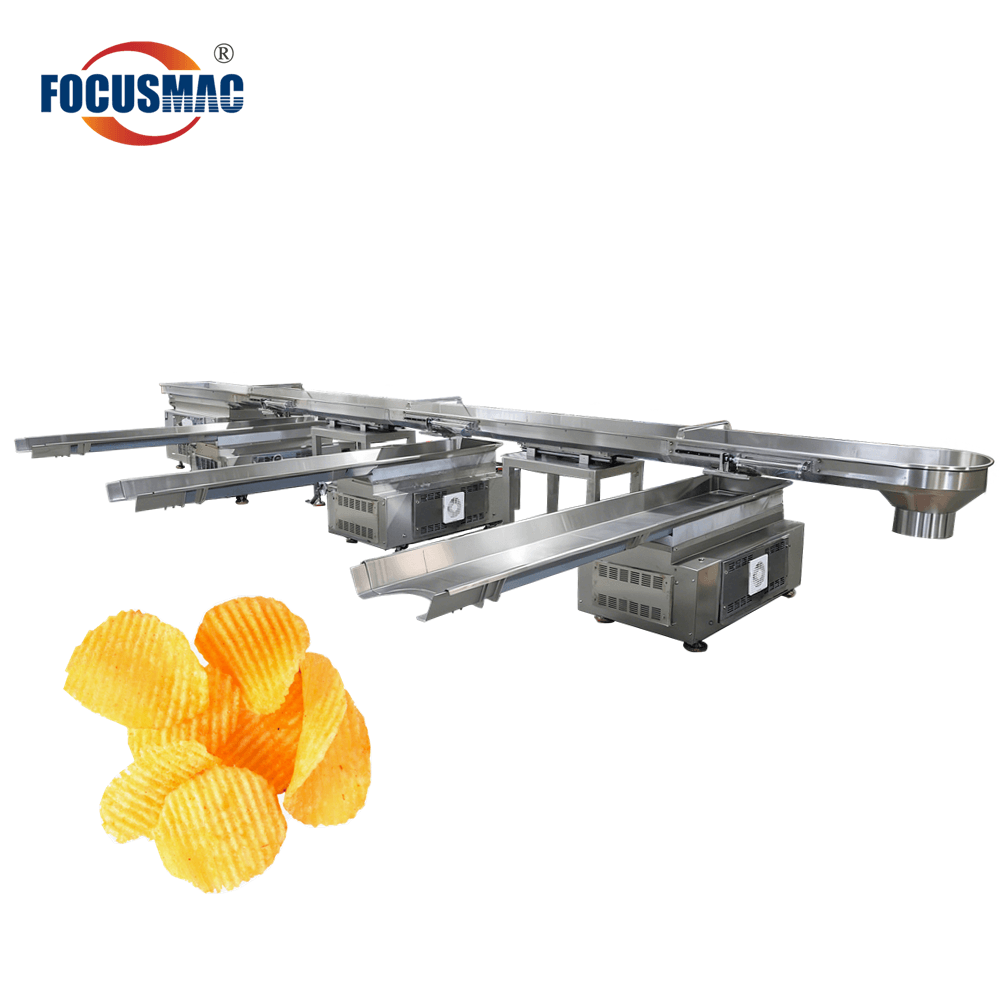
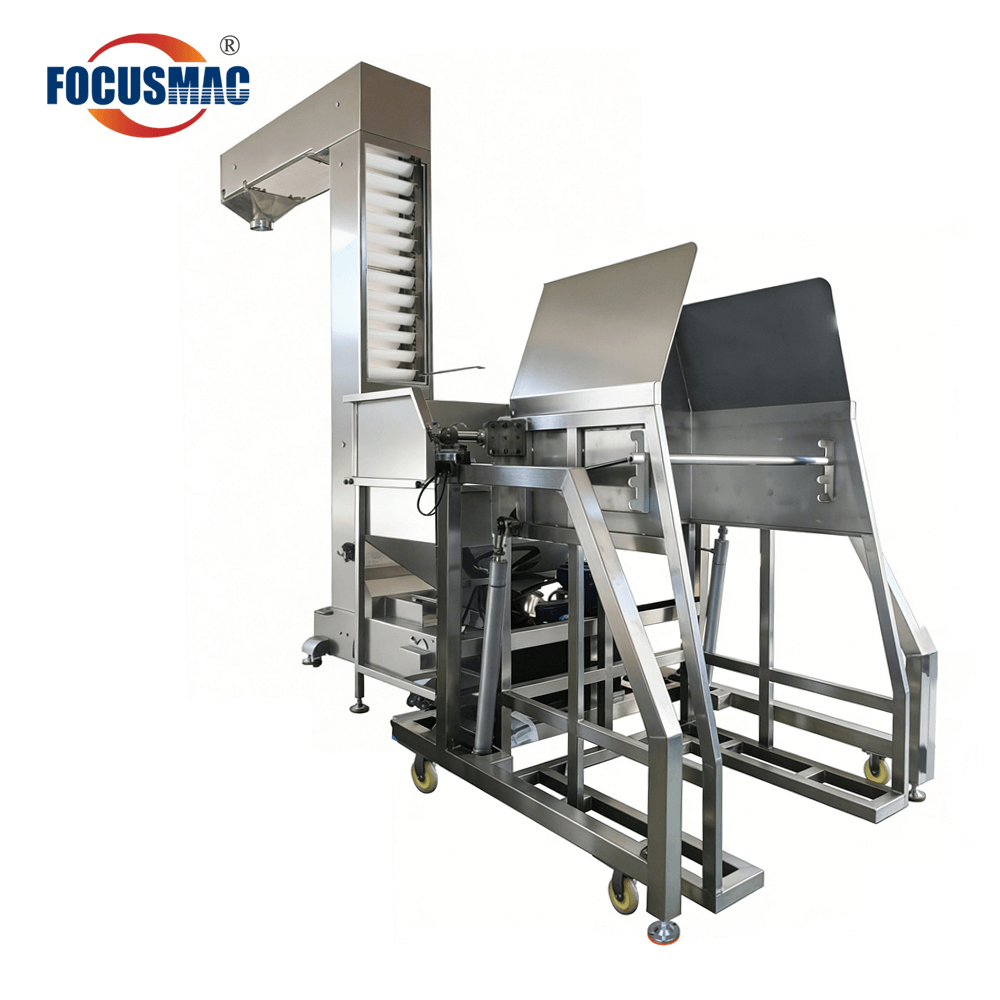
Real shots