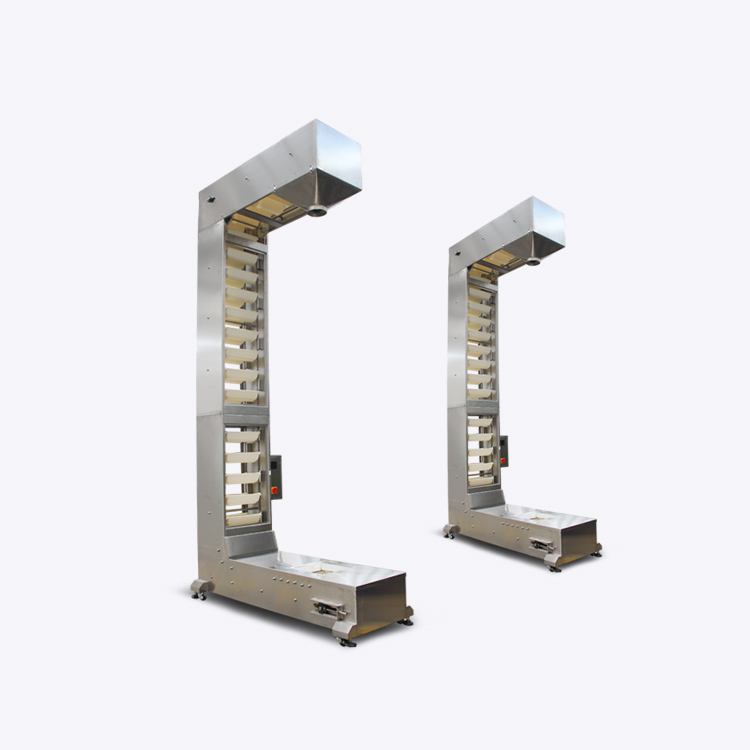

Food Grade C Type Bucket Elevator Manufacturer
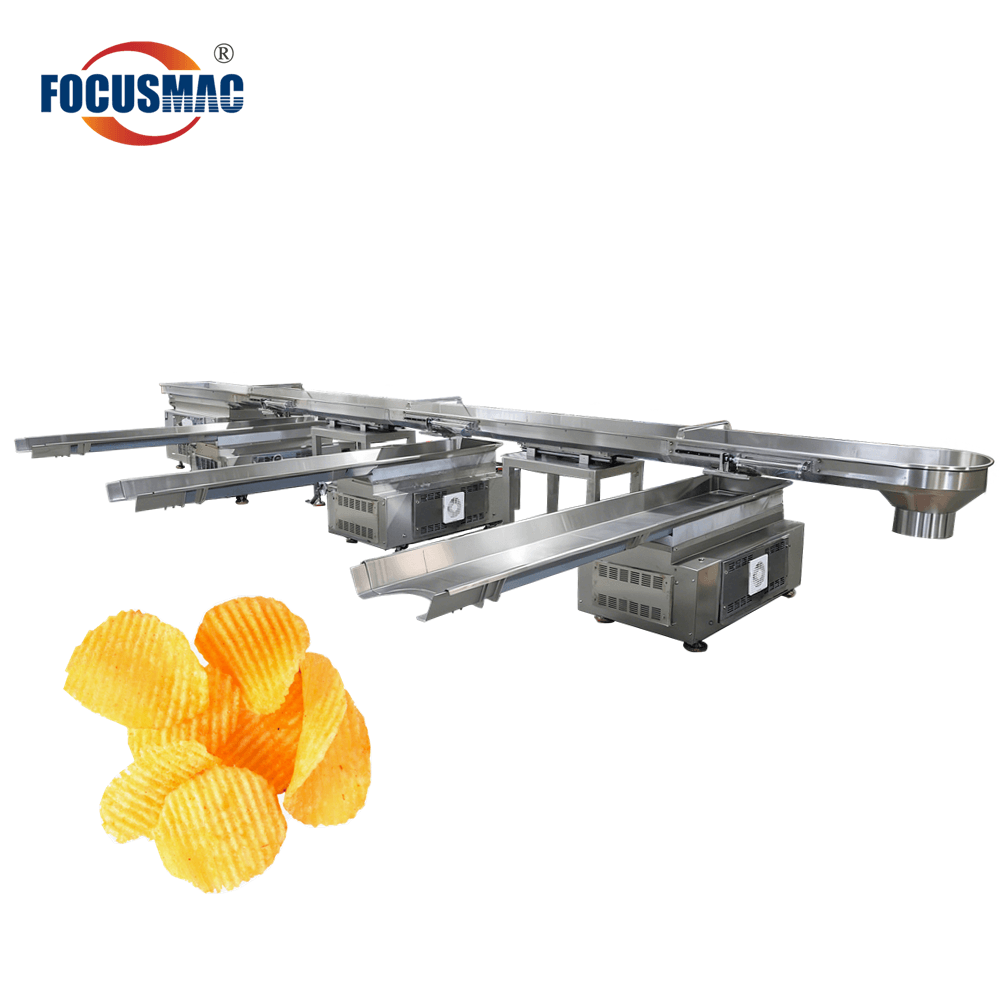
Bucket elevator / food grade bucket conveyor is very well suited for a broad range of free flowing products in the food, agriculture, chemical industry. such as snack food, frozen food, vegetable, fruit, confectionary. Chemicals and other granules.
Food Grade C Type Food Grade Bucket Elevator Manufacturers
Features:
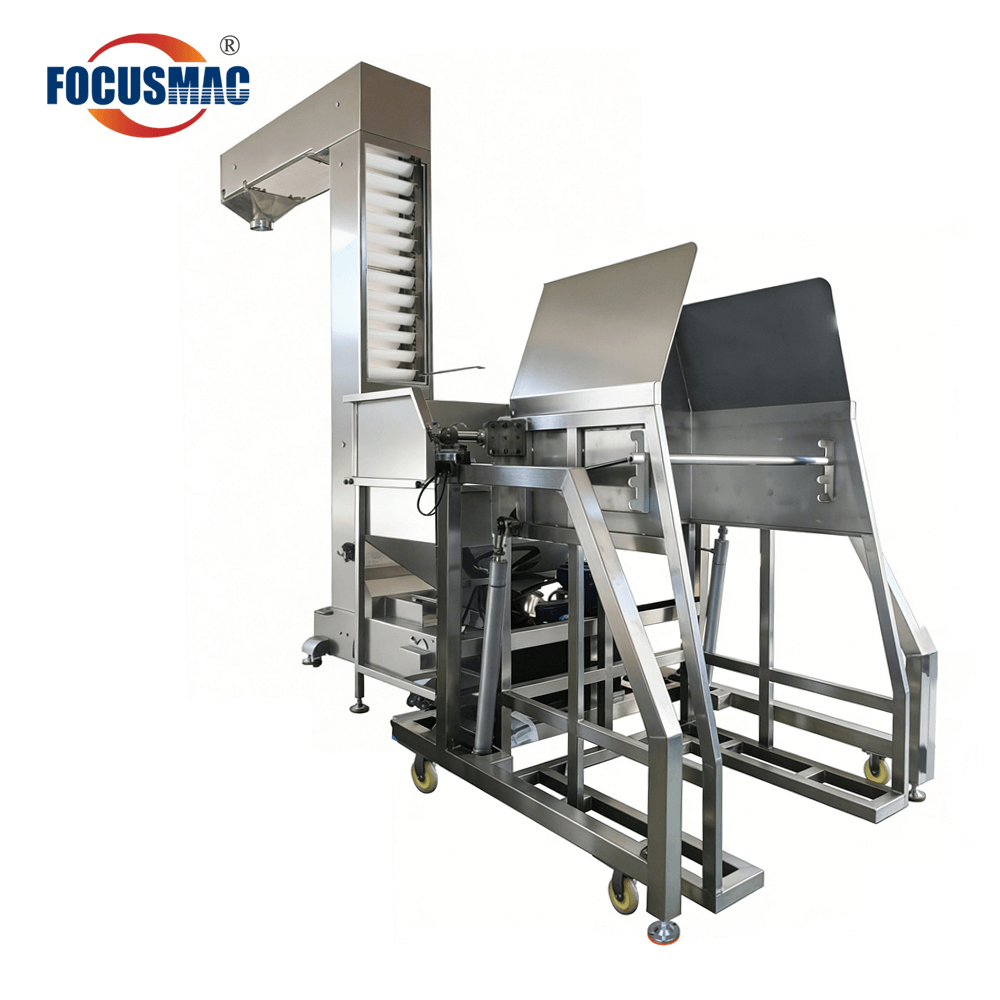
- The food grade bucket conveyors are made of food grade reinforced polypropylene, molded in one piece and can handle temperatures from -10 to 60 degrees Fahrenheit.
- The food grade elevator bucket allow for controlled feeds at one or more locations and can easily interface with various types of feeding devices.
- All parts of the food bucket elevator have easy to remove inspection covers and a conveniently located inspection window. The buckets have a quick release mechanism to facilitate fast installation or removal of buckets. All elevators are equipped with an automatic chain tension device and built-in overload protection.
Discharge Options-Food Grade Conveyor Belt Manufacturers:
- Over the end discharge
- Single or multiple discharge
- Anywhere in circuit available
- Make as per client’s requirements
Food Grade Conveyor Belt Specification:
| Model | FM-3B3 Bucket elevator |
| Bucket Volume | 1.0L/1.8L/3.8L/6.5L |
| Machine Structure | Stainless steel or carbon steel |
| Production Capacity | 2-3.5m³/h / 4-6m³/h / 6.5-8m³/h / 8.5-12m³/h |
| Machine Height | 3296mm for standard (1.8L) |
| Discharging Height | 3256mm for standard (1.8L) |
| Hopper Material | Food grade PP, ABS, Stainless steel |
| Packing Size | 2050mmX1350mmX980mmfor standard (1.8L) |
| Voltage | AC220V or three phase 380V, 50hz/60hz |
| Power Supply | 0.75kw |



We are mainly focused on the customized designation of machine according to per customer's real site dimension.
We have Z type, C type, bucket elevator with several outles to satisfy differnent application scene.