The Advantages of Frozen Food Belt Conveyors: A Path to Efficiency and Quality
Introduction
In the world of food processing and packaging, efficiency and product quality are paramount. The need to transport frozen food products safely and efficiently has led to the development of sophisticated solutions. One such innovation is the Frozen Food Belt Conveyor, a technological marvel that has revolutionized the way frozen foods are handled, ensuring food safety, quality, and operational efficiency. In this article, we will delve into the world of frozen food belt conveyors, exploring their key features, benefits, and real-world applications.
The Key Components
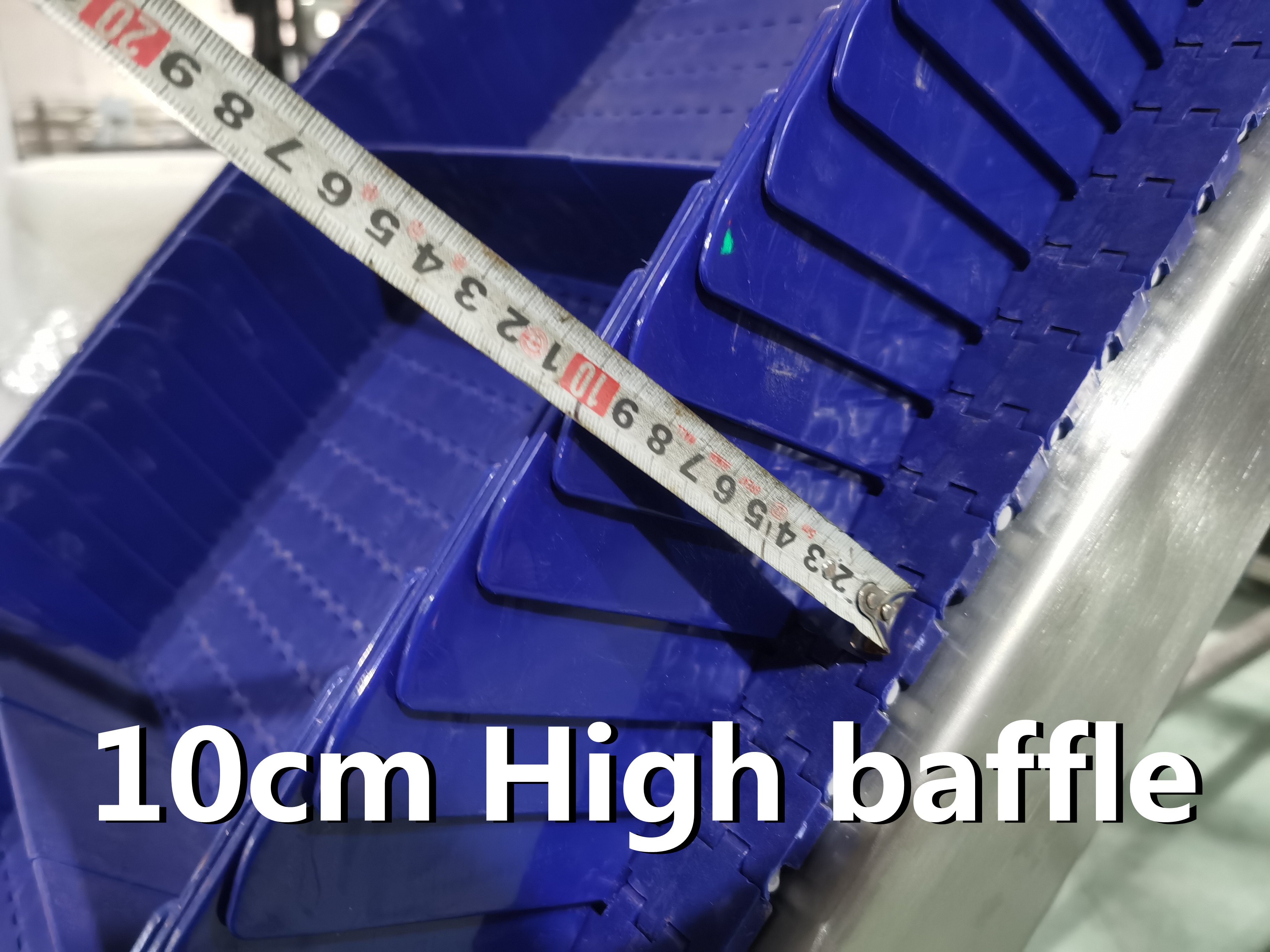
- High Baffle Food Grade PP Belt
One of the fundamental components of a frozen food belt conveyor is the high baffle food grade PP (Polypropylene) belt. This belt is specifically designed for the unique challenges posed by frozen food processing. Here's why it matters:
-
Superior Durability: Food grade PP belts are known for their exceptional durability, even in sub-zero temperatures. This quality ensures a longer lifespan for the conveyor system, reducing maintenance and replacement costs.
-
Hygienic Design: Food grade PP belts are manufactured to meet stringent hygiene standards. They are easy to clean and sanitize, ensuring that food safety is maintained during processing.
-
Baffles for Product Stability: The inclusion of high baffles on the belt helps prevent the frozen food products from slipping or falling during transport, ensuring that the products remain intact and undamaged.
-
Reduced Product Loss: Thanks to the baffle design, the risk of product spillage or loss during transit is minimized, leading to cost savings and improved product quality.
- 304 Stainless Steel Machine Frame
The machine frame of a frozen food belt conveyor is typically constructed using 304 stainless steel. This choice of material is not arbitrary; it serves several critical purposes:

-
Corrosion Resistance: Stainless steel is highly resistant to corrosion, even in harsh environments such as freezers and areas with exposure to moisture. This ensures the longevity of the conveyor system, reducing the need for frequent replacements.
-
Hygiene and Cleanliness: 304 stainless steel is easy to clean and sanitize, which is crucial in food processing to prevent the growth of bacteria and maintain food safety.
-
Strength and Durability: Stainless steel provides the necessary strength and rigidity to support heavy loads and withstand the rigors of a frozen food processing facility.
- IP65 Waterproof Motor
The motor of a frozen food belt conveyor is a critical component responsible for driving the system. The IP65 waterproof motor is a robust choice for this demanding application for several reasons:
-
Protection from Moisture: The IP65 rating ensures that the motor is protected against water and dust ingress, which is essential in a freezing environment where condensation is common.
-
Longevity: Waterproof motors tend to have a longer lifespan as they are shielded from moisture-related damage, reducing the frequency of motor replacements.
-
Consistency in Operation: A waterproof motor maintains consistent performance even in damp conditions, reducing the risk of operational disruptions due to motor failures.
Benefits of Frozen Food Belt Conveyors
Now that we've explored the key components of frozen food belt conveyors, let's delve into the benefits of utilizing this technology in food processing and packaging facilities.
-
Improved Product Quality
-
Reduced Product Damage: The high baffle food grade PP belt and carefully designed conveyor system minimize product damage, ensuring that frozen food products reach consumers in pristine condition.
-
Consistency in Handling: Belt conveyors offer precise control over the movement of products, ensuring consistent handling and reducing the likelihood of mishandling that can occur with manual labor.
-
-
Enhanced Food Safety
-
Hygienic Design: The use of food grade PP belts and stainless steel machine frames, along with easy-to-clean surfaces, ensures that food safety standards are met and maintained.
-
Minimized Contamination Risk: The closed and protected conveyor system reduces the risk of contamination from external sources, such as dust or pests.
-
-
Increased Efficiency
-
Continuous Operation: Belt conveyors can run continuously, minimizing downtime and increasing overall productivity in food processing facilities.
-
Reduced Labor Costs: Automation through belt conveyors reduces the need for manual labor in the transportation of frozen food, resulting in cost savings.
-
-
Compliance with Industry Standards
- HACCP and FDA Regulations: Frozen food belt conveyors are designed with adherence to industry standards and regulations, such as the Hazard Analysis and Critical Control Points (HACCP) and the Food and Drug Administration (FDA) guidelines.
Real-World Applications
Frozen food belt conveyors have found a wide range of applications in various sectors of the food industry. Here are a few real-world examples of how this technology is making a difference:
-
Frozen Food Processing Plants: These conveyors are extensively used in processing plants to transport frozen fruits, vegetables, meat products, and more. The ability to withstand low temperatures and maintain product integrity is crucial in these settings.
-
Seafood Processing: Seafood, including fish and shellfish, is often frozen for preservation. Belt conveyors are used to transport these products efficiently and hygienically.
-
Distribution Centers: Frozen food belt conveyors are employed in distribution centers to streamline the packaging and shipping of frozen goods to retailers, ensuring that products are maintained at the required low temperatures.
-
Fast-Food and Restaurant Chains: Many fast-food and restaurant chains rely on frozen food belt conveyors to ensure consistent and efficient handling of frozen ingredients, such as patties and french fries.
Case Studies
To further illustrate the impact of frozen food belt conveyors, let's examine a couple of case studies showcasing their successful implementation:
Case Study 1: Leading Frozen Vegetable Processing Plant
A prominent frozen vegetable processing plant implemented a state-of-the-art frozen food belt conveyor system. The results were impressive:
-
Product Loss Reduction: The use of high baffle belts resulted in a significant reduction in product loss during transport, saving the company thousands of dollars annually.
-
Increased Efficiency: The continuous operation of the conveyor system led to a 25% increase in processing efficiency, allowing the plant to meet growing market demands.
-
Compliance and Safety: The plant achieved and maintained the highest levels of food safety and compliance with industry standards.
Case Study 2: Seafood Distribution Center
A large seafood distribution center integrated frozen food belt conveyors into their operations:
-
Enhanced Product Integrity: The use of stainless steel machine frames and high baffle belts ensured that the seafood products remained intact and undamaged during transportation.
-
Reduced Labor Costs: Automation of the transportation process led to a 30% reduction in labor costs, resulting in significant cost savings.
-
Compliance with Regulations: The center consistently met seafood handling regulations, leading to improved customer trust and satisfaction.
Conclusion
The adoption of frozen food belt conveyors represents a significant leap forward in the food processing and packaging industry. With their high baffle food grade PP belts, 304 stainless steel machine frames, and IP65 waterproof motors, these conveyors ensure the preservation of product quality, food safety, and operational efficiency.
As the demand for frozen food products continues to grow, it is essential for food processing facilities to invest in advanced technology like frozen food belt conveyors to remain competitive. These systems not only meet the rigorous standards set by food safety authorities but also offer a clear path to increased productivity and reduced operational costs. The real-world success stories presented in this article demonstrate that the benefits of frozen food belt conveyors extend far beyond theory – they are a proven solution for the challenges of the modern frozen food industry.



